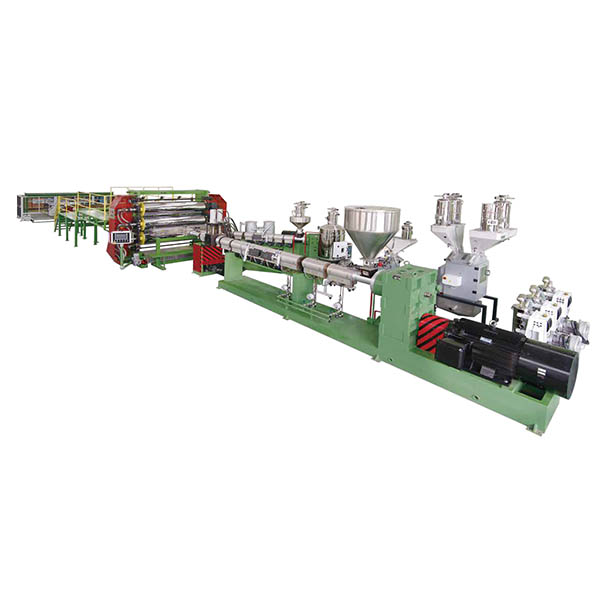
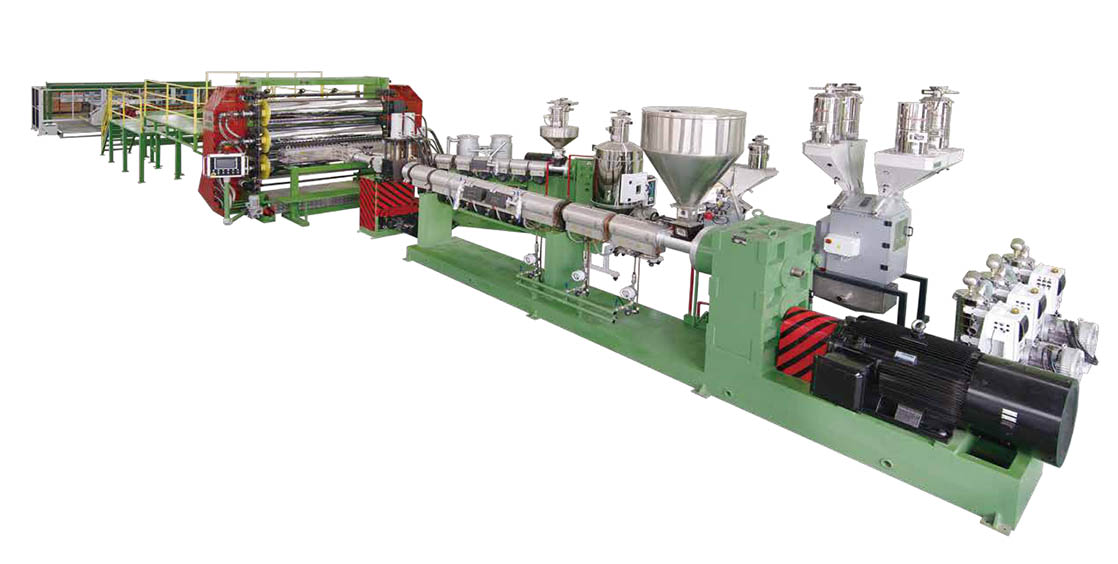
Екструзійна лінія для термоформування пластин HDPE
Jwell постачає передову екструзійну систему, вона підходить для виробництва матеріалу HMW-HDPE, який має низький MFI та високу міцність у плиту, плити в основному використовуються для виробництва автомобільної дошки, вкладиша коробки пікапа, кришки вантажівки, протидощової кришки покриття тощо. Товщина плити може зменшитися більш ніж на 30%, якщо вона має однакову ударну міцність, це зменшує вартість виробництва для виробників. Товщина плити 2-12 мм, ширина 2000-3000 мм.
Основна технічна специфікація
|
Модель |
Ширина виробів (мм) |
Товщина виробів (мм) |
Потужність (кг/год) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Примітка: технічні характеристики можуть бути змінені без попереднього повідомлення.
Відображення зображення продукту




Трансмісійна система
Функція приводної системи полягає в тому, щоб привести в рух шнек і забезпечити крутний момент і швидкість, необхідні шнеку в процесі екструзії. Зазвичай він складається з двигуна, редуктора і підшипника.
Пристрій опалення та охолодження
Нагрівання та охолодження є необхідними умовами для процесу екструзії пластику.
1. У екструдері зазвичай використовується електричний нагрів, який поділяється на опірний та індукційний. Нагрівальний лист встановлюється на тулуб, шию та голову. Нагрівальний пристрій нагріває пластик у циліндрі зовні, щоб підвищити температуру, щоб досягти температури, необхідної для технологічного процесу.
2. Пристрій охолодження екструдера налаштовано так, щоб пластик перебував у температурному діапазоні, необхідному для процесу. Зокрема, це полягає в тому, щоб виключити надлишок тепла, що утворюється внаслідок тертя зсуву, викликаного обертанням гвинта, щоб уникнути занадто високої температури, щоб пластик розкладався, обгорявся або формувався. Охолодження бочки ділиться на два типи: водяне і повітряне. Як правило, для повітряного охолодження більше підходять малі та середні екструдери, а великогабаритні в основному водяні або комбіновані з двома формами охолодження.





