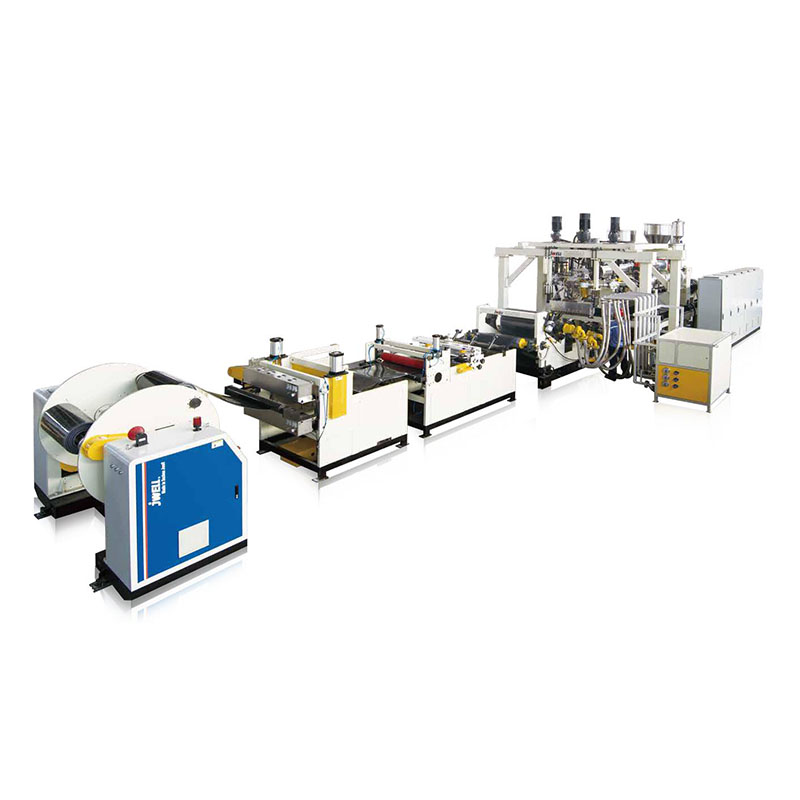
Екструзійна лінія для захисту довкілля з ПП і порошку кальцію
PP+CaCo3 екологічно чиста лінія екструзії листів
Він розроблений компанією Jwell використовує три екструдери для 3 або 4 шарів спільного екструзії. Ця лінія використовує останній розроблений Jwell вентильований шнек PP+CaCo3 і пристрій керування комп’ютером PLC і пристрій автоматичного визначення товщини, щоб машина могла максимізувати відсоток CaCo3 у виробництві аркушів, щоб знизити вартість аркуша та виготовленого аркуша. отримати хороші фізичні властивості та можливості подальшої обробки. Це найсучасніша листова машина в Китаї.
Основна технічна специфікація
|
Модель |
JW-120/100/45-1500 |
|
Ширина продукції |
1320 мм |
|
Товщина виробів |
0,3 мм |
|
Структура шарів |
A/B/C/A |
|
Ємність |
800 кг/год |
Примітка: технічні характеристики можуть бути змінені без попереднього повідомлення.
Показ готової продукції




Склад екструзійної машини для пластику
Основною машиною для екструзійної машини для пластику є екструдер, який складається з екструзійної системи, системи передачі та системи нагріву та охолодження.
Екструзійна система
Система екструзії включає екструдер, систему подачі, перемикач екрану, дозувальний насос, Т-образну матрицю. Пластик пластифікується в однорідний розплав через екструзійну систему і безперервно екструдується шнеком під тиском, встановленим у процесі.
Шнек і бочка: це найважливіша частина екструдера. Це безпосередньо пов’язано з діапазоном застосування та продуктивністю екструдера. Він виготовлений з високоміцної та корозійно-стійкої легованої сталі. Стовбур взаємодіє з шнеком для досягнення дроблення, розм’якшення, плавлення, пластифікації, вентиляції та ущільнення пластмаси, а також безперервно і рівномірно транспортує гуму до системи формування.
Система годування: його функція полягає в рівномірному транспортуванні різних форм пластмас до бункера екструдера.
Засіб зміни екрана: Його функція полягає в тому, щоб видалити всі види домішок у пластику
Дозувальний насос:Обладнання насоса перед екструдером, перевірка тиску перед насосом і контроль швидкості екструзії, що може звести до мінімуму пульсацію та нерегулярну подачу матеріалу, а також забезпечує плавне екструдування полімеру та його безперервну подачу до головки фільєри. Корпус насоса використовує високоякісну леговану сталь і
в редукторі використовується загартова хромована сталь або інші високоякісні металеві матеріали, що забезпечує високу ефективність і захист від протікання.
Т-образна матриця: функція Т-образної матриці полягає в перетворенні розплаву пластику, який обертається, в паралельне та лінійне рух, яке рівномірно та плавно вводиться.
Трансмісійна система
Функція приводної системи полягає в тому, щоб привести в рух шнек і забезпечити крутний момент і швидкість, необхідні шнеку в процесі екструзії. Зазвичай він складається з двигуна, редуктора і підшипника.
Пристрій опалення та охолодження
Нагрівання та охолодження є необхідними умовами для процесу екструзії пластику.
1. У екструдері зазвичай використовується електричний нагрів, який поділяється на опірний та індукційний. Нагрівальний лист встановлюється на тулуб, шию та голову. Нагрівальний пристрій нагріває пластик у циліндрі зовні, щоб підвищити температуру, щоб досягти температури, необхідної для технологічного процесу.
2. Пристрій охолодження екструдера налаштовано так, щоб пластик перебував у температурному діапазоні, необхідному для процесу. Зокрема, це полягає в тому, щоб виключити надлишок тепла, що утворюється внаслідок тертя зсуву, викликаного обертанням гвинта, щоб уникнути занадто високої температури, щоб пластик розкладався, обгорявся або формувався. Охолодження бочки ділиться на два типи: водяне і повітряне. Як правило, для повітряного охолодження більше підходять малі та середні екструдери, а великогабаритні в основному водяні або комбіновані з двома формами охолодження.
Категорії продуктів
-

Горизонтальні HDPE подвійні стінки гофровані труби ext...
-

Машина для екструзії шкіри з композитної підлоги з ПВХ
-

EVA/POE/TPO автомобільний звукоізоляційний лист екструзійний...
-

Прозорий лист ПВХ та екструзія жорстких листів...
-

Машина для екструзії плівки з ТПУ / термоплавої плівки
-

Екструзійна машина 5G Radom





